白度是评价纸张的重要指标之一,为了准确的检测纸张白度差异,就可以使用色差仪来进行测量。本文就给大家带来色差仪检测纸张白度的应用,感兴趣的朋友不妨来看看吧!
纸张白度检测的必要性:
白度不同的纸张对印刷墨层的颜色显现有不同的影响。尤其是对于明度在70以上的淡色墨,其影响特别明显。这是因为白度不同等于在油墨中加进不同程度的黑或灰,所以在印刷中尽管墨量、色相都没有变化,但实际色彩的效果是随着纸张的白度不同而造成色差。所以我们平时在印刷时,必须注意印刷纸张的白度,对纸张的白度进行测试。在开切纸张时,必须使用同一批号日期的纸张。因为克重、规格、尺寸虽然相同,但生产的批号日期不同,纸张的白度就会有一定的差异,最后导致印品的颜色色差。所以我们必须使用相同白度的纸张作为同一产品的印刷纸。
纸张白度怎么测?
一般来说,当物体表面对可见光谱内所有波长的反射比都在80%以上时,可认为该物体的表面为白色。有些专家用三刺激值Y(即光反射比)和兴奋纯度(P)来表征白色。伯杰(Berger)和麦克亚当(MacAdam)均认为:当样品表面Y>70,P<10%时可当作白色;格鲁姆(Grum)等认为物质表面的P在0-12%且具有高反射比时就可看作为白色。这些颜色位于色空间中相当狭窄的范围内。当然,白色与其他颜色一样可用光反射比Y、纯度P和主波长三维量来表示。但是人们常用白度(W)这个一维量来表示白的程度,将光反射比Y、纯度P和主波长不同的白色样品根据百度排列成一维等级来定量地评价物体的白色程度。为计算白度,曾提出过100种以上的白度公式,但是到目前为止还未能提出一个普遍使人满意的通用白度公式。合理的白度公式取决于白色试样的目视评定和色度学测量符合程度。但是白色程度高低的视觉评定很复杂,不仅受到爱好、习惯等复杂心理因素的影响,还与所从事的特殊职业和技术密切相关,与所评价对象质量相关的白色性质有关(如与棉花和陶瓷相关的白色性质就大不相同),因此要使白度公式统一起来十分困难。CIE一直在力图解决白度的定量评价一致性问题,成立了“白度分委员会”,并于1983年正式推荐CIE1982白度公式。
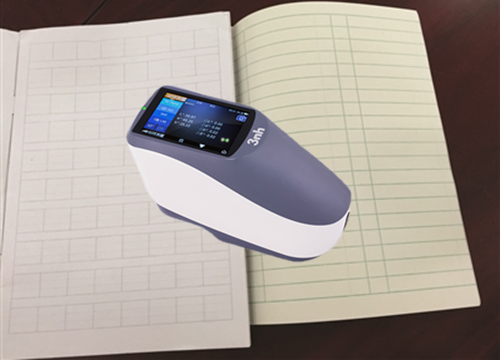
色差仪测量纸张白度差异:
在纸张的生产过程中,虽然通过目视可以直观地对颜色进行评定,但是由于易受测试人员主观因素和环境的影响,误差较大,而是用色差仪纸张进行检测,不仅可使色差值控制在目视范围内,而且还可以进行色牢度级别的评定、白度的测量、样品色泽的确定等等,从而对纸张色差起到预防和控制的作用。
常用的测色仪可以分为两种,一种是三刺激值色差计,另一种叫分光光度计。
三刺激色差计工作原理:光照到物体上,没有被物体吸收的光经由物体表面反射出来而进入红绿蓝三个滤色片,由滤色片出来的单色光进入光电探测头,从而直接算出物体的三刺激值XYZ。分光光度计的工作原理:光照到物体上,没被物体吸收的光经由物体表面反射或透射出来,然后通过光栅进行分光,最后由光栅分成的单色光进入光电二极管,将光学信号转换成数值信号并进入数据处理器进行计算,从而得到物体颜色的三刺激值XYZ。
通过这两种测色仪测定的三刺激值就可以计算出L,a,b和△E值,L表示黑白值,a表示红绿值,b表示黄蓝值,L是正数偏白缺黑,a是正数偏红缺绿,b值是正数表示偏黄缺蓝,反之亦然,△E表示最后的一个总色差值。
色差仪作为一种分析检测仪器,在造纸、涂料、纺织、食品等领域的应用越来越广发,不仅可以评判原料和产品的特性进行验收和质量控制,而且可以作为产品研发和工艺改进的一种重要工具。
郑重声明:本文版权归原作者所有,转载文章仅为传播更多信息之目的,如作者信息标记有误,请第一时间联系我们修改或删除,多谢。



